




Protecting and Moving the World Through Innovation
Protecting and Moving the World Through Innovation
Magnetic Chute | Major Co-Packer

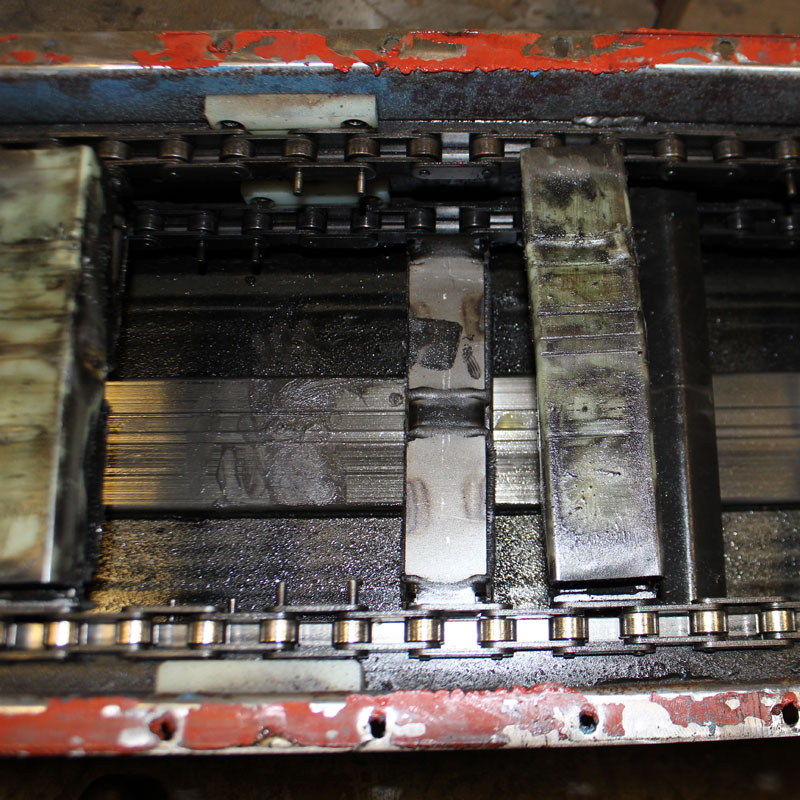
MPI Magnetic Chute
MPI recently wrapped up a project with a large co-packer that produces a variety of dry mixes. Keeping a clean and sanitary environment is a top priority at this facility. Each day they produce multiple different mix flavors that have different colors that can bleed into one another if allowed to mix. Ensuring that there is no cross contamination coupled with the dustless operation were their biggest concerns. During their process, they dump around 4,000 pounds of powder in approximately 2 minutes, so having a magnetic separator that will keep up with their volume demand is crucial.
The co-packer had previously purchased drawer magnets from two major magnet manufacturers. Unfortunately, these drawers ended up being nothing but a leaky mess that restricted flow, caused plugging and restricted mixing suite turns per day. When a load of the mix would discharge from the mixer to the super sack through the magnet, the powder would blast out of the magnet housing. Not only was this creating a mess in the facility and staining the employee’s skin and clothing, but they were also losing good product and coming up short on their packaging yield numbers. The co-packer went back to their magnet vendors for a resolution only to be told to try plastic cling wrapping the magnets.
MPI rep Chris Veley (Material Control Solutions) stopped in to introduce himself and MPI. After meeting with the maintenance manager Chris learned of the events that had been occurring with the magnets. Chris suggested that they give MPI an opportunity at providing them a solution utilizing MPI’s exclusive compression style o-ring gasket. The co-packer agreed with the stipulation that the magnets had to be safe for operators to sanitize and could not leak. Challenge accepted!
Chris and MPI quickly got to work on a custom designed chute that incorporated pneumatically controlled chute work and an MPI rare earth quick-clean Chute Magnet. The upper chute housing above the magnet was designed to attach to the co-packer’s mixer, while the lower housing underneath the magnet connects to their super sack loader, utilizing the existing weight scale bridge and mezzanine.
Now, employees argue over who gets to use the mixing bay with the MPI magnet.
In order to maintain the seal to prevent leaking during super sack loading, MPI utilized its exclusive gasket system. This gasket was utilized on all flange connections and does not require adhesive so it can be removed during the sanitation process. To sanitize the magnet, operators use a remotely mounted control box that for safety reasons, requires both hands to activate. When the system is activated, it pneumatically drops from the mixer and rotates from the “run” position to the “sanitize” position. In the sanitize position the chute work is designed and angled properly for water runoff so it can air dry after wash down. When the next batch is ready to be run, the system is moved back into the “run” position. The whole system is designed to be toolless and ergonomic for operators to safely operate.
Skeptical from their past experiences, the co-packer’s maintenance team decided to visit the MPI factory to see their magnet in action. Surpassing expectations, the magnet was immediately shipped to their facility and installed. After several months of leak-free, safe operation, the co-packer was so impressed with their MPI magnet system, that they ordered three more for other mixing bays. Now, employees argue over who gets to use the mixing bay with the MPI magnet.
