




Protecting and Moving the World Through Innovation
Protecting and Moving the World Through Innovation
Eco-Flow | Harco Brake Components

MPI Eco-Flow
When a manufacturer suspects that a drilling operation could cause plugs inside a precision brake component, he knows that the resulting damage will be more costly and require far greater action than a simple phone call. That’s why manufacturing engineer Jim Helpling of Harco Brake Components sought an innovative solution when charged with making a new steel brake fitting that he knew would be prone to plugs caused by metal-laden coolants.
A 20-year manufacturing veteran, Helpling was tasked with the complete fabrication of Harco’s new steel component. His responsibilities ranged from overseeing the initial part design through development and implementation of the actual machining operations, or, as Helping says, “Anything to do with making the part, to designing the part, to selecting the tooling.” Laced with tiny (0.15″) internal drilled precision holes created by high-performance drills, these parts were to be produced with extremely fast cycle times. A critical component such as a brake fitting cannot be flawed. Harco could not risk that this component be anything less than perfect.
Clean coolant would be key to the success of this drilling operation. The coolant not only keeps the parts cool but also washes away the many fines produced by the drills. Any fines not removed from the parts’ small internal machined holes could lodge inside the component and damage its surface and function. Says Helping, “If you get contaminants in your coolant, you plug your (part) holes.” Clean coolant also increases tool life, which keeps tooling costs in line with the projected budget and reduces tool changes and associated downtime.
“I connected it to the outlet and it started running. I haven’t had to touch it since the day it was installed. No tweaks. No nothing. Not one issue. The Eco-Flow is doing the job.”
Helpling knew that the operation would produce fines that wouldn’t be caught by traditional micron filters. Fines remaining in the small internal machined holes would eventually cause the drill bit to break. With replacements at $100 per bit, these breaks are best avoided. But the greater risk of damaged tooling lies in producing a defective part that might not be discovered until inspection.
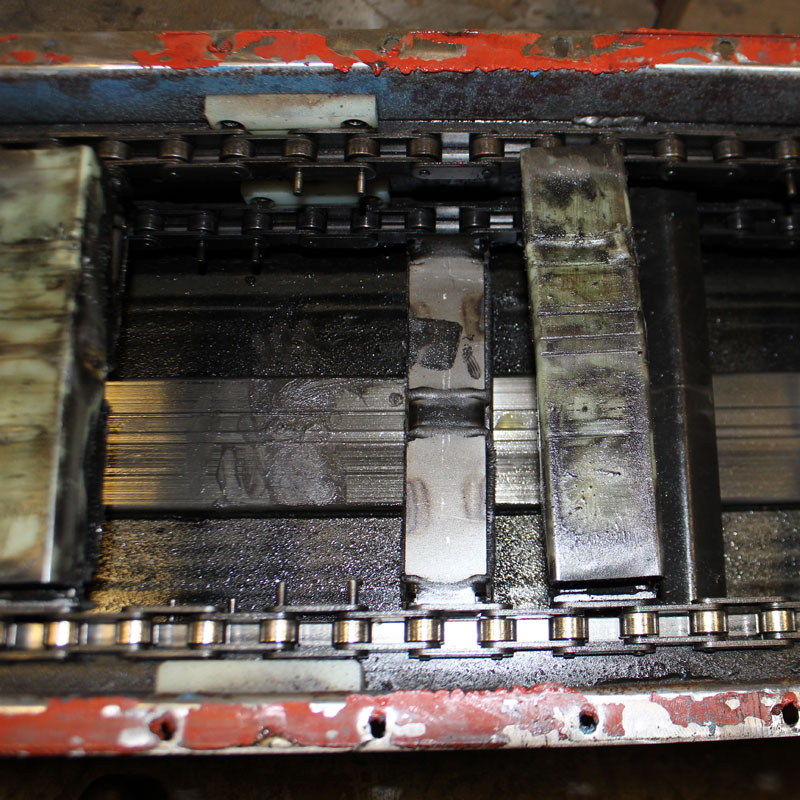
Because metal-free cooling was critical to this project, Helping looked toward magnetic filtration as a solution. MPI’s Sales Manager visited the Harco plant in Moraine, Ohio, and suggested MPI’s Eco-Flow, a continuous-cleaning magnetic separator that keeps coolants free of metal fines and other contaminants. By eliminating the cartridge filter, Harco would not have to worry about clogged filters, costly replacement filters, or machine downtime.
As the Eco-Flow removes fines, fluids are automatically fed back into the integrated reservoir tank. An extremely dry “fine cake” is produced. This drier cake means fewer messy, oily pools around machinery, and improved coolant recovery, reducing fluid replacement costs. The Eco-Flow is green and eliminates the need for paper filters that normally end up in landfills.
Additionally, an automatic coolant level sensor monitors the level of incoming coolant to avoid choking and human error, while an overflow bypass eliminates potential spills in case of electrical or mechanical failure.
Helpling’s Eco-Flow start-up was simple and event-free. “I connected it to the outlet and it started running. I haven’t had to touch it since the day it was installed. No tweaks. No nothing. Not one issue. The Eco-Flow is doing the job.”
