

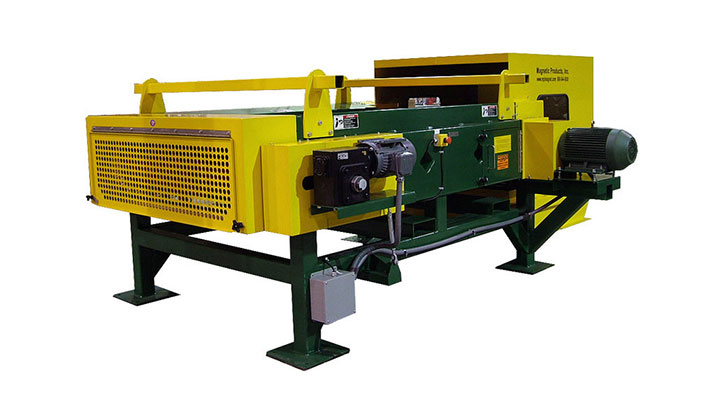


Metal Stamping and Scrap Handling
Based on the experience of designing, engineering, installing and servicing scrap shaker systems, we have found most failures of shaker systems have root causes in four key areas.
1. Uneven pan loads
Basic physics suggests that uneven pan loads can stress shaker systems designed for more balanced loads. Operators should ensure that an equal number of pans are installed and evenly spaced on each side of a shaker system’s crossbar. If not, the uneven weight load of scrap metal can cause the top plate of the shaker system to twist with each movement. This twisting action can put extra stress on the system’s motor and bearings, causing either or both to fail. Some setups may require uneven pan loads. In this case, MPI has developed its exclusive rack-and-pinion (RP) system. This system utilizes a rack-and-pinion gear system at the end of the extrusion to prevent the twisting movement from uneven loads. Standard sizes for MPI’s RP system range from 7 to 14 feet in width, driven by a single M-200 motor.
2. Jams
Scrap or parts falling through a die can bounce and end up in various places around the press. These pieces can get jammed between the pans or drive components of the shaker system. When these jams occur, they should be cleared out to prevent excessive wear on the motor and its linear bearings.
3. Insufficient support and leveling of pans
When pans are installed, they should be level with the press bed. Inclining or declining pans can add unwanted torque to the motor, creating excess wear. To better support pans and reduce friction from metal-on-metal contact, ultra-high-molecular-weight polyethylene (UHMW) pads or lining can be used.
4. Poor pan installation
Pans that are crooked, loose, or banging against other objects can create additional operating stresses that can lead to premature bearing or motor failures. A solid installation can be achieved in several ways.One solution offered by MPI is using quick-release pan mount brackets. These brackets are designed to lock down the pan securely while also allowing operators quick and flexible changes to pan placement. Lastly, the crossbars which the pans mount to should not exceed the manufacturer’s maximum recommended length. See the table below.
| Model | Max. Crossbar |
| M-10 | 18” |
| M-50 | 36” |
| M-200 | 48” |

Here is an example of an M-50 shaker installation and operation. The shaker system has an 8-foot crossbar but was designed and engineered for a maximum 3-foot crossbar. Note that the system also suffers from an uneven pan load — two on the left and one on the right — and the crossbar has no supports on its ends to control twist. An 8-foot rack-and-pinion system would be the correct solution for this installation
How Electric Shaker Systems Can Deliver Performance And Cost Advantages
When properly installed and maintained to eliminate the common causes of operating failures noted above, electric shaker systems can provide years of trouble-free service. They can also deliver significant performance and cost advantages over their pneumatically driven counterparts. Those advantages are listed below and can provide a compelling business case to make the switch.
1. Efficiency
By eliminating the disruptions caused by the frequent maintenance and repairs required by pneumatic shaker systems, electric shaker systems can provide plant engineers with an immediate and significant boost in plant efficiency. Wasteful leaks in air tubing, which can run thousands of feet, are also eliminated, along with the need for air compressors which can free up valuable plant floor space.
2. Reliability
Despite the harsh operating conditions that electric shaker systems are subjected to in metal stamping plants, they’re designed, engineered, and built to be extremely reliable. For example, MPI’s M-Series models avoid using seals and damping components that can require maintenance and repairs. Pneumatic models are more complicated, with more parts and assemblies that can break down. Except for the need to clear infrequent jams, electric shaker systems can provide years of trouble-free service.
3. Simplicity
Pneumatic systems require compressed air from compressors, often located far from the stamping machine. The compressors, tubing, and connections with the shaking systems constitute a complicated infrastructure that requires lubrication, plus periodic and as-needed maintenance and repair. Electric shaker systems can operate virtually maintenance-free with much longer service intervals and fewer spare parts.
4. Energy savings
Electric shaker systems use 71 percent less energy compared with a 3.4 cubic-feet-per-minute (CFM) pneumatic system. Given the number of stamping presses in a plant and how long they run — assuming their scrap handling systems run at the same time — the annual energy cost savings from electric shaker systems can run in the tens of thousands of dollars, depending on local electricity costs. Less energy consumption means electric shaker systems can help reduce a plant’s carbon emissions footprint.
5. Maintenance
Electric shaker systems are virtually maintenance-free. This can save literally hundreds of hours of plant maintenance over a year’s time – enabling staff to focus on other maintenance tasks that may have been deferred due to upkeep needed for pneumatic shaker systems. Pneumatic systems require regular lubrication of their airlines and seals to prevent leaks, and this maintenance must be conducted over many thousands of feet of tubing that’s typical in medium-to-large size stamping plants.
6. Flexibility
M-Series electric shaker systems are designed, engineered, and build for industry-standard, T-slot configurations, typical of most metal stamping plants. This helps make reconfiguring production layouts much easier compared with pneumatic systems, which could also require the reconfiguration of long runs of airlines. For even more deployment flexibility and help with compliance of minor alignment issues, MPI’s M-Series 200 and 1000 models use Rubber Suspension Technology that provides several functions in a single unit, such as those provided by torsion springs, pivot bearings, and anti-vibration mounts.
7. Less noise
Noise in stamping plants is a given and an environmental condition that’s subject to limits set by the U.S. Occupational Safety & Health Administration (OSHA). But it’s an even bigger issue if pneumatic shaker systems are in place with loud air bursts each time trim gets cleared. Electric shaker systems operate almost noiselessly via relatively small motors.
8. Extensibility
As momentum for Smart Manufacturing builds worldwide, plants are increasingly modernizing their digital command-and-control systems with field-level sensors and production floor controllers communicating with higher-level manufacturing execution systems (MESs). Electric shaker systems can be configured to connect into these networks. For example, although most electric shaker systems have a single on/off switch or are wired into the press, a variable frequency drive (VFD) could motor’s operation. Also, a sensor could monitor the amps of a shaker to warn plant operators that a jam has occurred. A technician can then be dispatched to manually clear the jam before scrap backs up to where the stamping machine must be shut down.
Proper Installation And Maintenance For Trouble-Free Operation
What’s clear from helping hundreds of metal stamping plants deploy our M-Series electric shaker systems is that proper installation and maintenance is required to ensure trouble-free operation of these systems to keep scrap moving and press efficiency rates high.
While electric shaker systems have been available for years now, many stamping plants around the world still use pneumatic shaker systems (and some still use belt conveyors) to ferry their scrap for recycling or sale. As a result, they suffer the costs and consequences of increasing production disruptions, as well as ever-higher maintenance and repair costs.
The example of Radar Industries (below) having its production disrupted by pneumatic shaking systems causing shutdowns for half or more of its operating hours is, unfortunately, not an isolated case. With such disruptions putting all their capital assets at a standstill and customer delivery schedules in jeopardy, metal stamping plants using these outdated shaking systems owe it to all their stakeholders, especially owners and customers, to seriously consider electric shaking systems for their scrap removal.
If they don’t, chances are their competition will, forcing them to act just to stay competitive. One study showed that while an electric actuator might cost up to five times that of a pneumatic one, the extra capital cost is usually recovered within 12 months of deployment. With all the reasons provided for developing a compelling business case to switch to an electric scrap shaker system, waiting any longer to act is simply not a winning strategy.
How Reliability and Maintenance-Free Operation Made the Case at Radar Industries
When family-owned Radar Industries, based in Warren, Michigan was acquired by a larger firm in late 2014, it operated three stamping plants. Across them were 17 presses, ranging from 300 to 2,200 tons, which stamped metal interior, chassis, and powertrain components for the automotive industry.
When pneumatic shaker technology first appeared in the late 1990s, the company deployed the systems to clear away scrap metal of varying sizes and shapes. However, the mounting costs associated with their maintenance and repair, which resulted in downtime ranging from 50 to 60 percent each shift, eventually became intolerable in plant operations. Not only was maintenance staff having to constantly respond to breakdowns, but production delays were also affecting the company’s delivery schedules.
After careful evaluation of alternatives, the company chose to replace the pneumatic shaker systems with now-patented electric shaker systems made by MPI. In 2006, recognizing the need for a better solution, MPI launched the first model of its M-Series family of electric shaker systems. MPI has since adapted its patented technology used in the M-Series to span a portfolio of four models, including its top-of-the-line M-1000 centralized system, with the high-end model (M-5000) featuring tray capacities capable of handling continuous streams of scrap material weighing up to 10,000 pounds per hour.
According to Radar Industries’ maintenance supervisor, the M-Series electric shakers have completely eliminated the costly and disruptive downtime and operating expenses of the older pneumatic systems. He also said that aside from periodic inspections for infrequent scrap jams, the systems are virtually maintenance-free, which gives his staff time to focus on more important matters affecting plant operation.
